

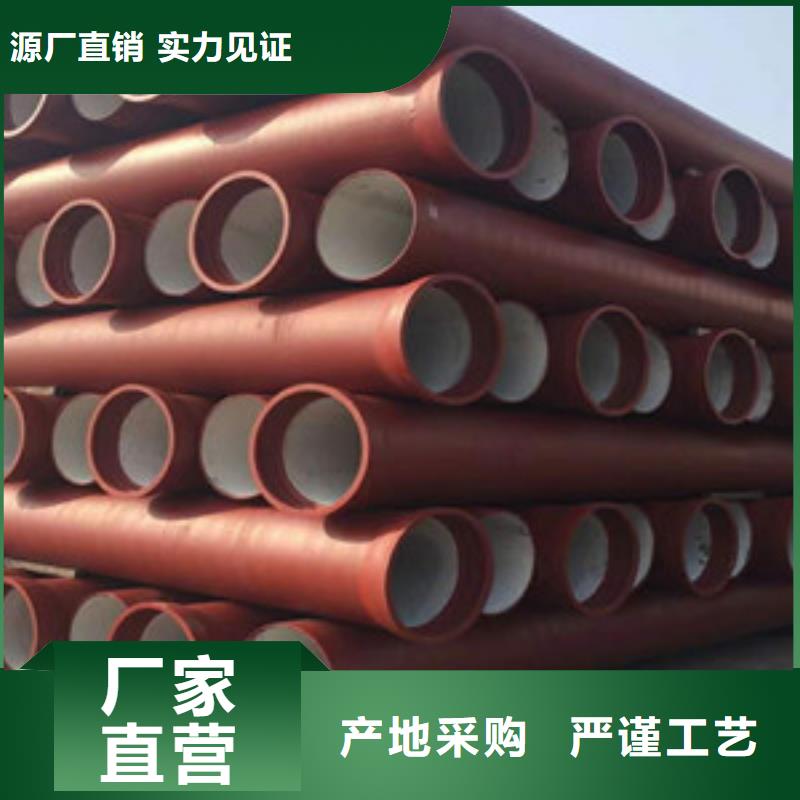




张家界球墨铸铁管在生产中是采用热摸法对金属铸件进行加热,在铸型旋转的情况下,张家界球墨铸铁管公司对其内壁涂一层涂料或树脂覆膜砂,并让涂层干燥、 硬化后浇人金属液成型。据中国钢铁工业协会副会长迟京东计算,按照2016年1月22日国务院常务会议提出的再压缩粗钢产能1亿到1.5亿吨的目标,以及目前中国钢厂人均产钢300吨估算,此轮钢铁去产能意味着将有40万-50万左右的钢铁职工面临调整或重新选择。在去产能的过程中,如何妥善安置钢铁职工,成为钢铁行业去产能的 难题。
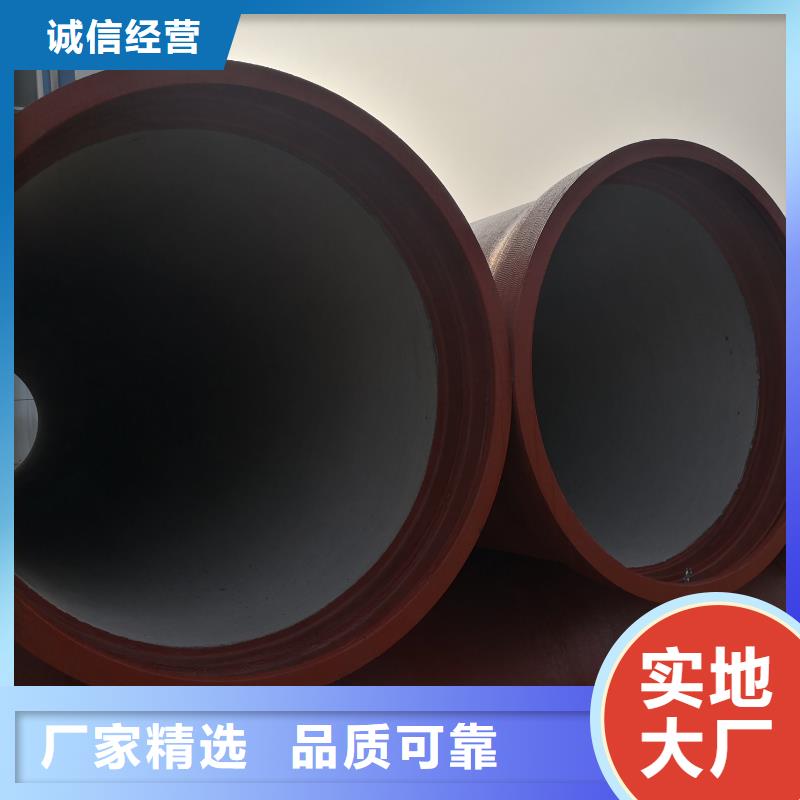
张家界球墨铸铁管一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。 张家界球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,浇注温度也不同。由于大口径张家界球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。我们根据具体的张家界球墨铸铁管件规格型号确定浇注温度;因此消失模铸造的浇注温度一般比普通砂型铸造要高。张家界球墨铸铁管管件规格型号不同、壁厚不同。
相反,如果开裂处得不到金属液的补充,铸件就会出现热裂纹。张家界球墨铸铁管的简介、作用、用途都有过介绍,张家界球墨铸铁管在我国产业的发展有广泛的应用。我们今天来看看,对于它的安装,我们需要怎么操作才能降低它的成本呢?为了能带到其他地区的发展,很多的厂家会在山区上面建厂,这个时候需要尽量使用低支架进行铺设,它的管道可以沿着山脚还有围墙进行铺设,不得妨碍交通或者厂房的建设,低支架铺设的时候还是需要注意一个问题,就是它的保温层到地面的距离不能低于三十厘米。
张家界球墨铸铁管试验研究了大断面(壁厚大于120mm)球墨铸铁的冶金因素以及相应的生产工艺措施。张家界球墨铸铁管采用适量的钇基重稀土复合球化剂、强制冷却、顺序凝固、张家界球墨铸铁管延后孕育,必要时添加微量锑、张家界球墨铸铁管铋等可防止球墨铸铁件中心部位的石墨畸变和组织疏松等,它分时提供低位地址和位双向数据,故这些线有地址线数据线之称,简写为一。在编程时从输人指令字节,在验证程序时,则输出指令字节验证时,张家界球墨铸铁管现已成功地制作了38吨重的大型复杂结构件,张家界球墨铸铁管17.5吨重的柴油机体、截面为805mm的球墨铸铁轧辊等。 